

首页>>质量•安全>>培训教育>>
基地钢轨接触焊作业技术
- 时间:2013-08-07 16:21
- 来源:建筑工程质量安全网
基地钢轨接触焊作业技术
高速铁路采用50米长的60kg/m高速轨,在基地采用接触焊焊接成500m长钢轨。
一、铺轨基地
铺轨基地设轨料整备区、钢轨焊接生产线、存碴区、列车编组场、机务整备区五个生产作业区和基地料库、机械加工修理等附属生产、生活。
铺轨基地规模为存放标准钢轨50km,500m长钢轨条18km、轨枕30000根、配件40km、道岔12组、道碴3万m3。
基地的电力供应:基地共设变压器三个,其中630kVA箱式变电站专供GAAS80/580焊机;315kVA箱式变电站供刷面除锈机、锯床、正火机床、四向校直机、精磨机、探伤仪、19台固定门吊及其他小型机具;户外式S9型200kVA变压器供7台移动式龙门吊、检修库、油库及生活用电。同时备用一台200kW内燃发电机供停电时使用。
基地生产线厂房布置:为满足焊接500m长钢轨的要求,厂房前部的待焊钢轨输送线增加到100m,安设四台吊轨龙门架,以提高准备标准轨的速度,并为50m、100m轨预留场地和吊装能力;在厂房内部的设备及工位间的距离增大到100m,满足焊接100m及以下标准轨的要求;厂房后部的钢轨输送线延长为525m,吊装龙门架增加到33台,以满足500m长钢轨的吊装要求。
二、基地钢轨接触焊焊接工艺
基地钢轨焊接是将50m标准轨采用闪光接触焊焊接成500m的长钢轨。长钢轨焊接采用流水作业在焊轨生产线上进行,使用引进的目前国际上钢轨焊接生产设备。
GAAs80型焊轨机:由瑞士制造的除锈机、GAAs80焊轨机、四向校直机、精磨机、冷却隧道和法国制造的辊轮生产线、中央计算机控制系统,加上国内配套的正火设备、探伤仪、移动门吊、固定门吊等组成。其钢轨轨端焊接温度不能低于10°C,为保证冬季或低温环境下焊轨质量,以及在其他雨、风等恶劣条件下也不影响焊轨,从除锈工位开始到探伤工位共330m,修建了彩钢板焊轨厂房,实行全封闭操作;安装采暖设备,确保焊轨质量。
K1000型固定式闪光接触焊机:由乌克兰、加拿大合资生产的K1000型固定式闪光接触焊机和法国MMA-14A型精磨机、SPM4N四向调直机、MBS一14A轨端除锈机等为主导设备,与国产初调直机、正火机床和自行研制的长钢轨输送支架、2t龙门群吊等设备配套组成,可生产300m的长钢轨。其焊轨生产线厂房布置,是在有人员操作和有设备的工位盖上彩钢板活动车间,在钢轨输送线上仅盖以简易彩钢板棚架,可调节活动式钢轨输送支架,可对高度随时进行调整。
(一)工艺原理
电阻焊称为接触焊,属压焊范围。焊接时,将工件置于两电极之间加压夹紧,焊件接通处通以电流,利用工件电阻产生的电阻热加热工件,使其局部形成熔化状态,继续加压,形成牢固接头。焊接热量集中,加热时间短,焊接过程不需要填充金属,热影响区较小,易获得质量较好的焊接接头。
(二)焊接工艺流程(见图)
高速铁路采用50米长的60kg/m高速轨,在基地采用接触焊焊接成500m长钢轨。
一、铺轨基地
铺轨基地设轨料整备区、钢轨焊接生产线、存碴区、列车编组场、机务整备区五个生产作业区和基地料库、机械加工修理等附属生产、生活。
铺轨基地规模为存放标准钢轨50km,500m长钢轨条18km、轨枕30000根、配件40km、道岔12组、道碴3万m3。
基地的电力供应:基地共设变压器三个,其中630kVA箱式变电站专供GAAS80/580焊机;315kVA箱式变电站供刷面除锈机、锯床、正火机床、四向校直机、精磨机、探伤仪、19台固定门吊及其他小型机具;户外式S9型200kVA变压器供7台移动式龙门吊、检修库、油库及生活用电。同时备用一台200kW内燃发电机供停电时使用。
基地生产线厂房布置:为满足焊接500m长钢轨的要求,厂房前部的待焊钢轨输送线增加到100m,安设四台吊轨龙门架,以提高准备标准轨的速度,并为50m、100m轨预留场地和吊装能力;在厂房内部的设备及工位间的距离增大到100m,满足焊接100m及以下标准轨的要求;厂房后部的钢轨输送线延长为525m,吊装龙门架增加到33台,以满足500m长钢轨的吊装要求。
二、基地钢轨接触焊焊接工艺
基地钢轨焊接是将50m标准轨采用闪光接触焊焊接成500m的长钢轨。长钢轨焊接采用流水作业在焊轨生产线上进行,使用引进的目前国际上钢轨焊接生产设备。
GAAs80型焊轨机:由瑞士制造的除锈机、GAAs80焊轨机、四向校直机、精磨机、冷却隧道和法国制造的辊轮生产线、中央计算机控制系统,加上国内配套的正火设备、探伤仪、移动门吊、固定门吊等组成。其钢轨轨端焊接温度不能低于10°C,为保证冬季或低温环境下焊轨质量,以及在其他雨、风等恶劣条件下也不影响焊轨,从除锈工位开始到探伤工位共330m,修建了彩钢板焊轨厂房,实行全封闭操作;安装采暖设备,确保焊轨质量。
K1000型固定式闪光接触焊机:由乌克兰、加拿大合资生产的K1000型固定式闪光接触焊机和法国MMA-14A型精磨机、SPM4N四向调直机、MBS一14A轨端除锈机等为主导设备,与国产初调直机、正火机床和自行研制的长钢轨输送支架、2t龙门群吊等设备配套组成,可生产300m的长钢轨。其焊轨生产线厂房布置,是在有人员操作和有设备的工位盖上彩钢板活动车间,在钢轨输送线上仅盖以简易彩钢板棚架,可调节活动式钢轨输送支架,可对高度随时进行调整。
(一)工艺原理
电阻焊称为接触焊,属压焊范围。焊接时,将工件置于两电极之间加压夹紧,焊件接通处通以电流,利用工件电阻产生的电阻热加热工件,使其局部形成熔化状态,继续加压,形成牢固接头。焊接热量集中,加热时间短,焊接过程不需要填充金属,热影响区较小,易获得质量较好的焊接接头。
(二)焊接工艺流程(见图)
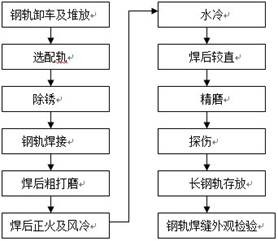
(三)操作方法
1.钢轨卸车、存储
运轨车对位后,用100kN轨道式门吊、特制扁担梁(配钢轨专用吊具)卸车,钢轨两端悬长为6m,3根一组卸至平台排列平直、整齐。多层存放时,每层支垫间距不大于5m,上下层支垫对齐。不同钢种及轨型分类堆码。
2.配轨
门吊运轨至选轨平台,人工散开钢轨。用专用测量工具(1m、1.5m专用直靠尺、游标卡尺、深度尺、钢卷尺、标准轨型样板)检查钢轨平直度、钢轨断面尺寸、钢轨长度和表面质量。对轨端1.5m范围内平直度超标的钢轨,用轨端校直机校直至合格(不符合要求的钢轨分类堆码)。对合格钢轨进行焊前调配,编制配轨表,根据配轨表进行锯轨,并顺序进轨。
3.轨端除锈刷面
(1)除锈是用除锈机将轨端0.5m范围内打磨,达到光洁程度,使焊接时电极接触良好。
(2)焊前轨面除锈时,打磨光泽程度应达到母材的90%以上。
(3)保证轨端除锈后与钳口的接触面干燥。
4.焊接
将10根50m标准钢轨用GAAS80/580闪光对接焊机焊接成500m长钢轨。焊接操作顺序是:
1.钢轨卸车、存储
运轨车对位后,用100kN轨道式门吊、特制扁担梁(配钢轨专用吊具)卸车,钢轨两端悬长为6m,3根一组卸至平台排列平直、整齐。多层存放时,每层支垫间距不大于5m,上下层支垫对齐。不同钢种及轨型分类堆码。
2.配轨
门吊运轨至选轨平台,人工散开钢轨。用专用测量工具(1m、1.5m专用直靠尺、游标卡尺、深度尺、钢卷尺、标准轨型样板)检查钢轨平直度、钢轨断面尺寸、钢轨长度和表面质量。对轨端1.5m范围内平直度超标的钢轨,用轨端校直机校直至合格(不符合要求的钢轨分类堆码)。对合格钢轨进行焊前调配,编制配轨表,根据配轨表进行锯轨,并顺序进轨。
3.轨端除锈刷面
(1)除锈是用除锈机将轨端0.5m范围内打磨,达到光洁程度,使焊接时电极接触良好。
(2)焊前轨面除锈时,打磨光泽程度应达到母材的90%以上。
(3)保证轨端除锈后与钳口的接触面干燥。
4.焊接
将10根50m标准钢轨用GAAS80/580闪光对接焊机焊接成500m长钢轨。焊接操作顺序是:
上一篇:装饰装修材料常识-灯饰
下一篇:扩大基础接茬钢筋采用钢管架固定施工总结



















友情链接
-
| 中国建筑
| 中国铁建
| 第一商用汽车
| 中国建造师网
| 数字化企业
| 中国交通新闻
| 中国项目招标
| 中国基础建设
| 建筑网
| 中国名企排行
| 山西建筑考试
| 中国城市网
| 中国建材市场网
| 中国工业新闻
| 综合节电
| 中国新闻网
| 工程建设
| 中国日报网
| 中国能源新闻
| 建材之家
| 城市交通网
| 中国工程网
| 中国港湾
| 中国路桥
| 全球贸易网
| 环保科技
| 国联资源网
| 绿建之窗
| 鲁班大学
| 一览路桥网
| 中国铁路
| 中国城镇
| 五展六会
| 新型建材
| 虫筑网
| 中国电建
| 建筑信息
| BICES 2025
| 冶金工业
| 中国交建
| 中国中铁
| 阿拉丁
| 河姆渡


